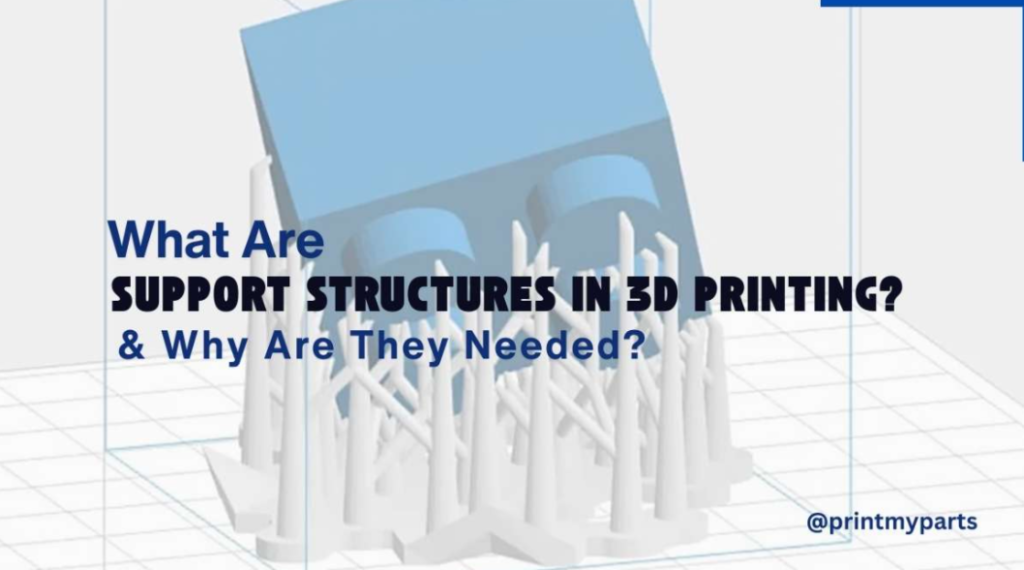
What are Supports in 3D Printing?
In 3D printing, supports are structures added to a model. They help print overhangs and complex shapes. Without support, some parts of your print may fail. Supports prevent sagging and tend to accurate prints. Supports are designed to be easily removed. They can be made from different materials. Commonly, they are made from the same filament as the model. Some advanced printers use dissolvable support materials.
Using supports ensures higher-quality, more reliable prints. They make printing detailed objects more feasible. In some cases, supports are required for intricate parts. They allow 3D printers to create complex designs. Removing supports after printing can be easy. However, for some models, support removal requires careful work. For others, the supports detach naturally or dissolve.
Get to know more about 3D printing supports in this guide.
How Do Supports Work for FDM 3D Printing?
In the FDM 3D printing process, supports are built structures; later on removed. Among the features, they assist in the printing of overhangs and intricate geometries. Facilities are provided side by side with your principal model. These prevent sags/collapse during a print operation.
Supports are created by slicing software. The software provides supporting structures under projecting elements. Normally, supports in 3d printing are made of the same material commonly known as filament. Most 3d printers employ special support materials.
When printing, the nozzle deposits layer by layer like a building block in its original form. Beams are provided wherever support is required. They provide the model with a connection between the on-goings of the model and the build plate. If not accompanied by support, the print may turn out to be a failure or may damage.
Following print, support structures are either peeled off by hand. The removal process varies with the model. However, it’s easy to dismantle supports more often and may be quite complex in some cases. A few FDM printers for 3D printing support dissolvable materials.
When Do You Need Support Structures for FDM?
Support is needed for overhangs. If the model part protrudes outwards then it needs frequent support. FDM printers have limitations about printing angles over 45 degrees.
There are also requirements of support for bridges in models. A bridge is a horizontal structure with no support. When these bridges are not supported, they can even become brittle during the actual printing process.
You require support structures for elaborate works. Such small and delicate features as small buds and quaints require special additional reinforcement. These reasons support preventing failure if your model has gaps and floating elements.
Nevertheless, there are situations when large vertical models need support. Those models that do not have support can easily get misprinted. For such, the base may require additional support in the print process.
In short, support shall be required wherever there is an overhang or a gap. Because it’s easier to achieve desired prints of complex designs.
45-Degree Rule on Supports/Overhangs
The 45-degree rule applies to FDM 3D printing. According to the rule, any cantilever over 45 degrees has to be supported. Entries that are less than 45 degrees can normally be printed without any issue.
However, if an overhang is more than 45 degrees, you can face a problem with gravity. At certain places, the filament has no support and has to bear a weight which can lead to a bend in design. So, you will need support to avoid such circumstances.
Moreover, the rule helps to disentangle the decision-making process. It helps you with how and when to introduce support. Some prints with 45 and smaller angles will probably succeed without assistance.
So you need to understand that the 45-degree rule is not definitive, but rather a recommendation. Perhaps, some printers may be able to accommodate steeper angles by using other techniques. Nevertheless, for most prints, adherence to the 45-degree rule guarantees optimum quality prints. As such, with overhangs above 45 degrees, one needs support to print effectively.
Breakaway vs. Soluble Support Materials
The common types of support structures include breakaway and soluble supports. They are designed to work as braces that provide support to overhangs and other complex designs. The only difference lies in being eliminated. Let’s break down each support type;
Breakaway Supports
The supports and breakaway are made from the same material as the model. Because their purpose is to blunt any force applied to the model. They are intended to be easily peeled off after the printing process is accomplished. It’s just a matter of having to snap or break the supports. The type, in addition, is quite friendly to use but may also take a certain amount of work to get the support off properly.
Soluble Supports
Soluble supports are developed from materials soluble in water or in chemical solution. Following the printing process, you immerse the object in the solution. The supports evaporate, leaving the model well-constructed. These supports are preferable when building complex, and sensitive models because the print does not cause any harm during support removal.
Which One to Choose?
In short, breakaway supports are dislodged by hand and soluble supports wash off with the solution. Each is useful in its way depending on how detailed your print is going to be.
Designing Supports: Less Is Usually More
If supports to be printed in stereolithography-SLA are to be designed, it is better to keep it simple. It’s recommended to avoid too many supports because they complicate post-processing and use more material than usual. A minimalist approach can be used to reduce waste and save time on cleanup.
Support placement can also be adjusted to increase print quality. Supports appropriately positioned help to demold without affecting the model construction. It also decreases the probability of having stains, and blemishes on your print.
Most of the modern slicing programs also indicate where support is required. However, it is even possible to correct the support position to bring it as close as possible to the core of the disc.
What Is Bridging in 3D Printing?
Bridging in 3D printing means to print a layer parallel surface without a base layer beneath it. This seems to be like having erected a bridge between two points on the model. The printer deposits material across an unobstructed zone to form a stable beam.
Gaps or openings are usually found in models and bridges are usually present. The printer, rather than using supports, has a sort of overhanging ‘bridge’ across the section in question. The filament has to be cooled sufficiently fast so that the printed filament maintains its shape in the next print.
The bridging depth depends on the printer settings and material. Several materials entail better bridging capability than others. For instance, PLA filaments have a better bridging capability than other filaments. It’s advisable to look at the factors namely the speed, the layer height, and the cooling for optimized support.
Disadvantage of Structures in 3D Printing
Disadvantages of Structures in 3D printing include:
Increased Material Usage
In large prints, the support material can add up to the materials used and thus tends to incur high material costs.
Longer Print Time
When making the support addition, the print time of the object increases. The printer requires additional layers for the support of the structures. So, it can slow down the overall print process as the software tries to work on complex models.
Difficult Post-Processing
Breakaway supports may need force and precision. Incorrect implementation may compromise your model surface. This means that while soluble supports are easy to remove, they may require additional washing steps.
Do You Need Support Structures for SLA & DLP 3D Printing?
Yes, SLA (Stereolithography) as well as DLP (Digital Light Processing) 3D printing may require additional support structures – however, FDM printing may not need support structures.
Overhangs and Angles
Like FDM printing, SLA and DLP printers cannot achieve overhangs. These printers selectively cure layers of resin and in case one part of the model overhangs the build plate, it often distorts.
Print Stability
Such supports also serve to give prints rigidity depending on their details requirements. These two types of SLA and DLP prints are quite delicate before fully solidifying. The support structures keep the parts in place and prevent damage during the printing process.
Types of Material and Resin
SLA and DLP printing only use a liquid resin form, unlike FDM printers. The resin viscosity plays a crucial role in determining the final structure accuracy. Overhangs and undercuts can become problematic with some printers. Substructures help to define such sensitive areas that are subjected to specific intricacies during printing.
Get Pro Results – Optimize Your 3D Printing Support Now at Print My Prints.
At Print My Parts, we provide highly developed 3D printing services that can produce the best result for you. We present a range of support types as you’ve chosen depending on your model specifics. Fine and complex geometries require a support structure similar to trees; they only make contact with your print in the least manner possible to improve finish quality. Conversely, when you desire to create denser prints traditional supports meet the required rigidity. Our team optimizes your print pattern and support strength to maintain the functionality of your parts. We also focus on critical aspects of your support structures: density and material.
Additionally, our engineers employ the most advanced software for the creation of slices, which automatically places support structures. Individual utmost support configuration setting is also manually tweaked by our team in a bid to address your design needs.